보링 홀의 높은 진직도 ± 0.05/2125mm 요구 사항
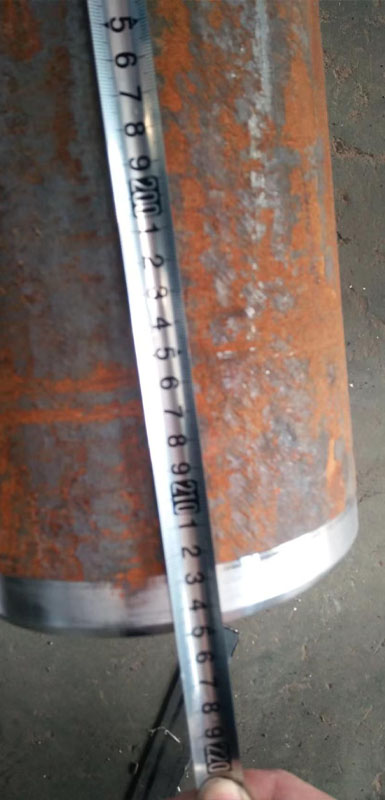
2019년 12월 한 한국 고객이 심공 드릴링 및 보링 머신에 대해 문의하여 드릴링 홀의 직경이 90mm이고 마무리 보링 후 홀의 직경이 97.5mm라고 요구했습니다.공작물 길이는 2125mm입니다.그러나 가공 후 내부 구멍의 직진도 요구 사항은 매우 높아 전체 길이에서 ± 0.05에 도달해야 합니다.고객은 호닝 프로세스를 수락하지 않습니다.높은 진직도에 대한 고객의 요구 사항에 따라 고객의 요구 사항에 따라 45# 강재로 두 개의 공작물을 준비하고 보링 후 진직도를 보장하기 위해 드릴링 후 공작물에 열처리가 필요하다고 명시합니다.Drilling과 열처리는 시간이 오래 걸리기 때문에 Semi-Finish Boring과 Finish Boring의 마지막 2가지 공정에서 가공 정도 확인 및 최종 진직도를 확인하기 위해 고객사로 오시기를 부탁드립니다.가공 후 홀의 진직도 시험 방법은 길이 500mm의 표준 시험봉을 만들어 외경을 직진도 기준까지 연마하고, 이 표준 시험봉의 외경이 97.43mm라면, 이 표준 스틱은 구멍을 원활하게 통과할 수 있으며 이는 구멍 정확도가 요구 사항에 도달하고 고객이 이 조치를 수락함을 의미합니다.마지막으로 심공 드릴링 및 보링 머신T2120 / 3000mm로 테스트 부품을 처리한 후 진직도 정확도가 검증되었습니다.고객은 기계를 성공적으로 주문하여 2020년 5월에 인도했습니다.