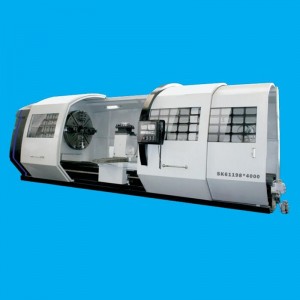
C축이 있는 CH61200L CNC 터닝 센터
간단한 지시
이 기계는 C축, 이송 X축 및 Z축과 짝을 이루며, 3축은 다기능 및 높은 절삭 효율로 함께 연결 및 이동할 수 있습니다.
SIEMENS 828D CNC 시스템과 짝을 이룹니다.
스핀들 속도의 두 기어, 기어 내 무단 속도, 유압식 기어 변속, 일관된 라인 속도 절단.메인 스핀들 모터는 SIEMENS 37KW AC 서보 모터이며 기어로 속도를 낮추고 토크를 높이며 스핀들 속도는 5-200rpm입니다.
C축은 고정밀 AC 서보 모터와 유압식 자동 잠금으로 인덱싱되며 실제 위치 감지를 위해 원형 격자를 사용합니다.X축은 SIEMENS AC 서보 모터 구동 및 고정밀 볼 스크류 쌍을 채택하여 측면 이동을 실현하고, Z축은 SIEMENS AC 서보 모터 구동 고정밀 웜 감속기를 채택하여 종방향으로 이동하며, X, Z축 모두 실제 위치 감지를 위한 격자가 장착되어 있습니다. 좋은 포지셔닝 정확도와 반복 포지셔닝 정확도를 갖춘 폐쇄 루프 제어
기계 사용
고속철 및 경합금 공구로 주철, 철강, 비철금속 가공에 적합한 고효율 절단기입니다.그것은 외부 원, 단면, 절단 홈, 절단, 내부 구멍 절단, 키 홈 밀링, 나선형 홈 밀링, 드릴링 및 태핑을 돌릴 수 있습니다.
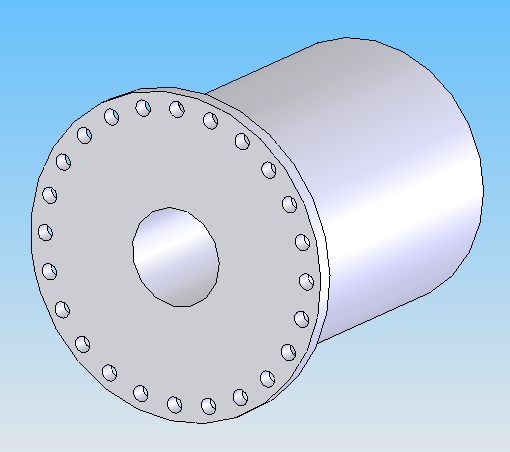
공작물의 스케치 맵:

밀링 키웨이

피치가 변경되는 밀링 나사
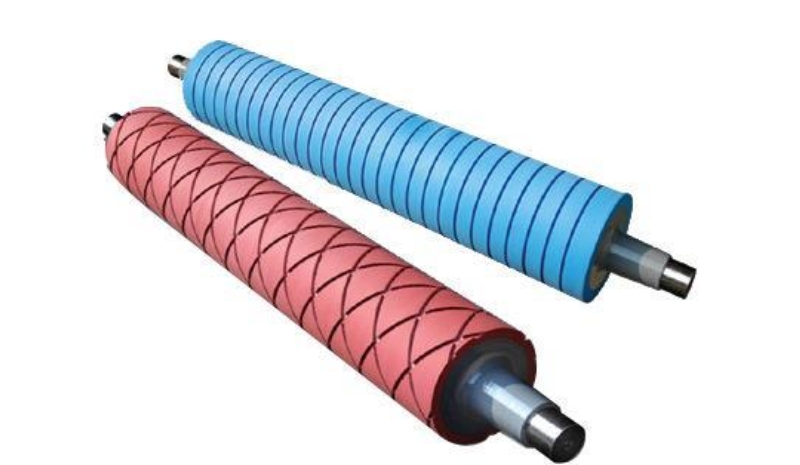
밀링 나선형 홈, 스케일 패턴
매개변수 및 용량
| 가이드 웨이의 폭 | 1100mm |
| 최대침대 위의 스윙 직경 | φ2040mm |
| 최대공구대 위의 스윙 직경 | φ1500mm |
| 최대공작물 길이 | 12000mm |
| 최대중심 사이 공작물 무게 | 10T |
| 메인 트랜스미션 | |
| 스핀들의 전면 베어링 | φ220mm |
| 스핀들 속도 범위 | 5-200r/분 |
| 스핀들 보어 직경 | φ130mm |
| 스핀들 구멍의 전면 테이퍼 | 메트릭 No.140 |
| 메인 모터 전원, 서보 모터 | 37KW |
| 투기.스핀들 끝 | 1시 30분 |
| 피드 전송 | |
| X축 이동 | 85mm |
| z축 이동 | 11800mm |
| x 축 급속 이동 속도 | 4m/분 |
| z 축 급속 이동 속도 | 4m/분 |
| 서보 모터 토크 od x축 | 27Nm |
| 서보 모터 토크 od z축 | 36Nm |
| 수평 8포지션 파워 터렛 | 0.5.473.532.8 |
| 공구 섕크 단면 크기 | 32mmx32mm |
| 심압대 | |
| 테일 스톡의 퀼 직경 | φ260mm |
| 퀼 여행 | 300mm |
| 퀼의 테이퍼 구멍 | 메트릭 No.80 |
| 어시스턴트 스테디 레스트(2세트) | |
| 닫힌 스테디 레스트 | φ400-φ700mm |
| 척 | |
| 네 턱 척 | φ1600mm |
| C축 | |
| 최대클램핑 상태에서 토크 | 3000Nm |
| C축의 위치 정확도 | 36″ |
| C 축의 반복 위치 정확도 | 18″ |
주요 구조
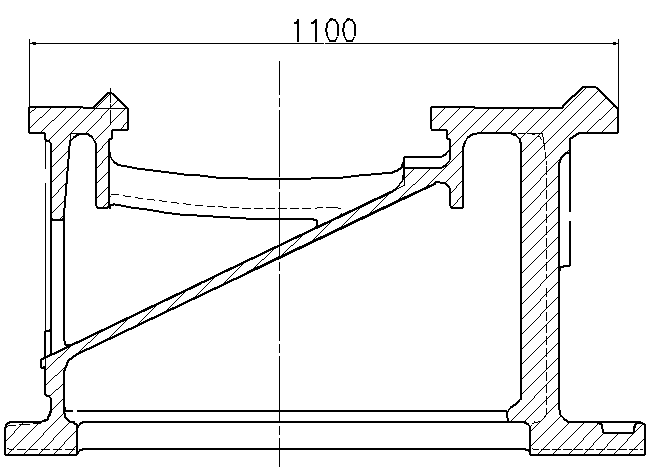
1) 침대
베드는 폭 1100mm의 고강도 수지사주조 바닥형 베드입니다.재질은 HT300입니다.침대에는 강성이 강하고 지지력이 크며 안정성이 좋은 장점이 있습니다.
가이드웨이는 1산 1평형 구조로 가이드웨이의 경도는 HRC52 이상이며 경화 깊이가 두꺼워 연삭에 도움이 됩니다.
베드 본체의 내부 캐비티에는 W자형 보강 리브가 제공되어 머신 베드의 강성을 크게 강화하고 베어링 중량으로 인한 변형을 줄입니다.
베드 캐스팅의 노화 후 주조의 잔류 응력을 제거하고 기계 가공 및 사용시 잔류 응력의 방출을 줄일 수 있습니다.
칩 제거에 사용되는 베드 후면에 경사진 아치형 구멍이 있습니다.칩, 냉각수, 윤활유 등은 칩 트레이로 직접 제거됩니다.따라서 칩 청소가 편리하고 냉각액을 재활용할 수 있습니다.
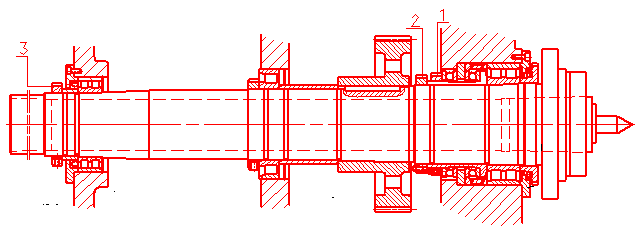
2)주축대
스핀들은 전방 끝이 고정 끝, 중간 및 후방 끝이 주행 끝, 전방 및 후방 끝이 주 지지대, 중간이 보조 지지대로 3 점 지지대를 채택합니다.축 방향 포지셔닝은 스핀들의 앞쪽 끝에 설정되어 스핀들이 가열된 후 뒤로 확장되어 스핀들의 열 확장이 공작 기계의 정확도에 미치는 영향을 제거합니다.
선반의 메인 드라이브는 벨트 풀리, 기어 및 4단계 유압 자동 변속을 통해 Siemens AC 스핀들 모터에 의해 실현됩니다.스핀들의 일정한 토크 범위가 크고 일정한 선형 속도 절단을 실현할 수 있습니다.스핀들 베어링은 고정밀도와 강성이 강한 특수 베어링입니다.
주축대는 강력한 오일로 윤활되며 주축대 기어와 베어링은 특수 오일 펌프로 윤활됩니다.스핀들의 프런트 엔드는 미로와 슬롯의 이중 밀봉 구조를 채택하여 오일 누출 및 이물질이 주축대에 들어가는 것을 효과적으로 방지할 수 있습니다.
3):공구 포스트
독일 SAUTER 8 위치 수평 터렛 0.5.473.532.8을 채택하여 이 터렛은 외부 원, 끝면 및 스레딩을 절단하고 밀링, 드릴링 및 태핑 기능을 수행합니다.이 터렛은 설치된 SIEMENS 서보 모터에 의해 구동되며 다음 액세서리와 결합됩니다.
| Ser.아니요. | 이름 | 유형 | 수량 |
| 1 | 파워 터렛 | 0.5.473.532.8 | 1 |
| 2 | 커터 헤드 | 0.5.901.032/077790 | 1 |
| 3 | 0도 파워 커터 홀더 | 0.5.921.106-117859 | 1 |
| 4 | 90도 파워 커터 홀더 | 0.5.921.206-117866 | 1 |
| 5 | 외부 원형 절단 커터 홀더 | B2-60X32X60-113908 | 2 |
| 6 | 내부 원형 절단 커터 홀더 | E2-60X50-113961 | 2 |

4)Z축과 X축:
X축의 볼스크류 지름은 φ40x5, Z축은 랙과 기어에 의해 구동되고 톱니 모듈은 m=5이며 z축은 눈금자 피드백을 통해 완전 폐루프 제어를 채택합니다.
5) 테일 스톡
심압대는 상부와 하부로 구성되며 상부에는 퀼과 퀼 중심선 조정 기구가 설치된다.테일 스톡의 이동은 모터에 의해 구동됩니다.테일 스톡의 퀼은 회전할 수 있습니다.
6) 윤활 시스템
주축대 내 베어링, 주축대 및 기타 케이스 내 기어 및 베어링의 윤활은 특수 펌프에 의해 공급되며, 볼스크류 베어링 및 기계의 각 윤활 지점은 간헐 및 집중 윤활을 채택하고 윤활 시간을 조정할 수 있습니다. 윤활유 낭비를 효과적으로 방지하고 기계의 동적 응답과 가이드 웨이 및 볼 나사의 수명을 효과적으로 향상시킬 수 있습니다.
유압 시스템
유압 시스템은 스핀들 속도의 자동 변경과 주축대 기어의 강제 냉각수 및 C축의 자동 잠금에 사용됩니다.
7)C축
C축은 서보 모터에 의해 구동되며 스핀들과 C축의 전송 모드로 자동 전환할 수 있으며 스핀들 후면에는 C축의 고정밀 원형 격자와 브레이크 댐핑 메커니즘이 장착되어 있습니다.전체 폐루프 측정 시스템 포함.
기계의 정확도
| 외부 원 절단 완료 | 0.005mm |
| 가공 일관성, 300mm 길이 | 0.03mm |
| 평면 절단의 평탄도, | |
| 직경 300mm | 0.025mm, 오목한 |
| X축 | |
| 포지셔닝 정확도 | X≤0.03mm |
| 반복 포지셔닝 정확도 | X≤0.012mm |
| Z축 | |
| 위치 정확도, 10000mm 길이 | X≤0.13mm |
| 반복 포지셔닝 정확도 | X≤0.05mm |
| C축 | |
| 포지셔닝 정확도 | 36인치 |
| 반복 포지셔닝 정확도 | 18인치 |