저희 웹사이트에 오신 것을 환영합니다!






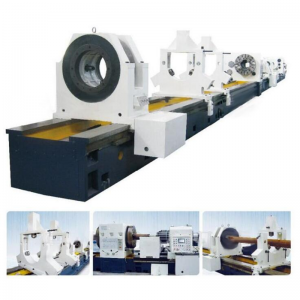
심공 풀 보링 머신, 실린더 풀 보링 머신 TLS2210A/TLS2220B
비디오 디스플레이
기능 설명
처리 요구 사항에 따라 기계는 공작물의 모드를 채택할 수 있으며 절삭 공구는 회전하고 공급되며 절삭 냉각제는 오일 압력 헤드를 통해 절삭 영역으로 들어가 절삭 영역을 냉각 및 윤활하고 제거합니다. 금속 칩.
가공 정확도: 풀 보링 시: 구멍 직경 정확도는 IT8-10입니다.표면 거칠기(절삭 공구 관련): Ra3.2.
기계 TLS2220B의 가공 효율: 스핀들 속도: 절삭 공구 구조 및 공작물 재료에 따라 결정되며 일반적으로 50-500r/min입니다.
공급 속도: 처리 조건에 따라 결정되며 일반적으로 40-200mm/분입니다.
보링 중 최대 가공 공차: 절삭 공구 구조, 재료 및 공작물 조건에 따라 결정되며 일반적으로 14mm(직경)보다 크지 않습니다.
유압 헤드는 서보 모터로 구동되며 자동 잠금을 실현할 수 있습니다.오일 압력 헤드가 파이프의 끝면에 가까울 때 잭 힘을 조정할 수 있으며 랙 손상을 방지하기 위해 최대 잭 힘 보호 기능이 제공됩니다.유압 헤드는 빠르고 느린 움직임을 실현할 수 있습니다.유압 헤드에는 빠르고 느린 제어 버튼과 작업물 지지대의 조임 및 풀림 버튼이 있는 제어 패널이 장착되어 있습니다.
오일 압력 헤드의 모양은 다음 사진에 나와 있습니다.


공작물의 안정적인 정지: 공작물 클램핑은 유압 시스템에 의해 실현됩니다.안정대는 수동으로 이동이 가능하며 작업물의 길이에 따라 위치를 조절할 수 있으며 핸드 휠은 베드 본체 측면에 위치합니다.캐리지에는 잠금 장치가 있습니다.



기술적인 매개변수
| TLS2210A | TLS2220B | ||
| 작업 능력 | 지루한 Dia의 범위. | Φ40-Φ100mm | Φ40-Φ200mm |
| 최대지루한 깊이를 당기십시오 | 1-12m | 1-12m | |
| 최대클램핑 디아.공작물의 | Φ127mm | Φ250mm | |
| 축 | 스핀들 중심에서 베드까지의 중심 높이 | 250mm | 450mm |
| 스핀들 보어 직경 | Φ130mm | Φ100mm | |
| 스핀들 속도 범위 | 40~670rpm, 12종 | 80-500rpm, 4단 기어, 기어 간 무단 변속 | |
| 밥을 먹이다 | 이송 속도 범위 | 5-200mm/분 | 5-500mm/분, 무단 |
| 캐리지의 빠른 이동 속도 | 2m/분 | 4m/분 | |
| 모터 | 주축대의 주동력 | 15KW | 30KW, 주파수 변환 모터 |
| 모터 전원 공급 | 4.5KW, AC 서보 모터 | 4.5KW, AC 서보 모터 | |
| 냉각 펌프의 모터 동력 | 5.5KW | 7.5KWx3(하나는 예비) | |
| 다른 사람 | 침대 폭 | 500mm | 600mm |
| 냉각 장치의 정격 압력 | 0.36MPa | 0.36MPa | |
| 냉각 시스템의 흐름 | 300L/분 | 200,400L/분 | |
여기에 메시지를 작성하여 보내주십시오.